对内螺纹孔进行倒角或千里头孔的方针鄙俚是为了幸免产生了得的毛刺,毛刺会妨碍适配件与平整的工件名义之间固定。另外,当装置件压在毛刺上时,毛刺将被压下,从而导致内螺纹变形并加多螺纹错扣的可能性。
在零件图上绘画倒角或千里头孔也不错匡助螺栓正确对皆或插入。在待钻孔所在的位置加一个倒角或埋头孔不错匡助入钻。由于这些原因,绝掀开阔螺纹孔需要某种类型的倒角或埋头孔。因此,这是最常见的加工工艺之一,亦然鄙俚需要翻新的方位。
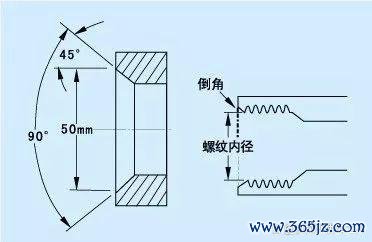
螺纹孔倒角的角度鄙俚为120°或90°,其中最常见的是90°。无意会在工程图上指定倒角的外径和深度。相干词,机械师或门径员鄙俚会自行决定倒角孔的深度或外径。
头孔和倒角不错选用多种形态,或者班师由工程师决定
在一些经典的机械师教学律例中,最常见的作念法是加工比螺纹大径大0.010英寸-0.015英寸(0.254mm-0.381mm)的倒角直径,这将遗弃毛刺并提供迷漫的深度开导行将装置的螺栓。
加 工 方 法
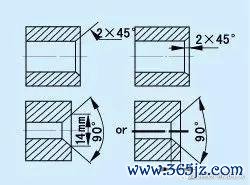
加工倒角或千里头孔有多种方式,这些圭表的加工恶果不同。当年常用的圭表是在初钻之后,在待钻孔处加工一个120°或90°的倒角。
好多机床厂采选90°角的数控点钻来完成点钻、千里头孔及倒角,不仅纯粹了换刀时间,也裁减了刀具资本。数控点钻头当作开导器具,在钻孔之前被用来加工一个90°的夹角。天然这种圭表简单,但若使用较新的高渗入率硬质合金钻头来钻孔时,则不惨酷采选上述圭表。因为这类硬质合金钻头的顶角是140°。在使用了90°的点钻之后,再哄骗140°硬质合金钻头进行钻孔加工会导致在该硬质合金钻头上变成切角并使刀具更快失效。若采选硬质合金钻头钻孔,必须转变使用刀具的序列。
此时,正确的刀具序列应为:钻孔、倒角(或钻千里头孔)、点钻。在这种情况下,使用120°或90°角度的千里头钻或倒角铣刀是最好遴荐。通过遴荐适应的刀具序列,硬质合金钻头的刀具寿命将权贵加多。
在进行千里头孔或孔的倒角加工时,应出奇冷静对刀。失误的对刀将对零件的质地和功能产生很大的负影响。使用倒角铣刀时,不错通过圆弧插补进行圆形倒角的加工,但这可能不是班师倒角的最好工艺。相背,传统的高速钢千里头孔是颠倒为倒角而打算的,但它们并不适用螺旋圆弧插补刀具旅途。

合 并 操 作
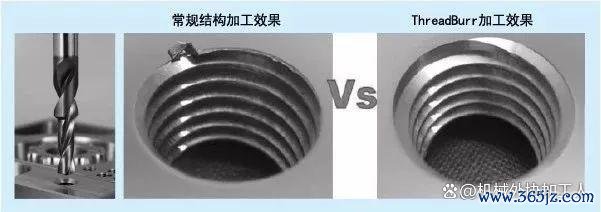
对孔加工倒角的最有用、最快捷的圭表是使用同期具备了钻削和千里头的功能的路线钻。由于该钻头具有90°的千里头路线角度,哄骗这种路线钻进行加工可一次性完成钻孔和千里头加工工序。将两个加工操作归并为一个,不仅可减少换刀时间、轮回时间和刀具库存,而况保证倒角的与底孔齐心。
要是将路线钻当作钻孔的首选圭表,必须使用翻新后的模范钻头,路线钻的螺纹小路磨削成一个模范的单直径钻头的直径大小。螺纹小路的钻芯厚度可能会出现过大的情况,并影响切屑排出。出于易于算帐的方针,螺纹小路一般莫得刃带,同期这也会引起外径上出现过大的摩擦,从而裁减刀具的性能。
路线钻,尤其是硬质合金路线钻,应该是由硬质合金材料棒加工而成,而不是对现存刀具进行修磨而成,以保证钻芯和刃带顺应条款。模范的路线钻是存在的,一些刀具制造商大致飞快的提供这些居品给最终的用户,并可用于加器具有不同螺纹孔深度的盲孔。
工艺翻新是先进制造商不朽的方针。尽管攻螺纹前制备倒角和千里头孔是常见的结构开yun体育网,然则加工规矩并不是一个模范化的工艺,同其他掀开阔工艺相同,仍需要锦上添花。